

生产销售注塑机的厂家有很多,那么为了从中选择到的一家肯定很重要,只有这样才能带来的性能稳定性。通过更好进行安装调试,可确保设备拥有的性能,而且在可靠性方面也会有更突出的表现,所以说一定从更专业的角度来进行选择,获得的设备使用效果会更优。
二手立式注塑机市面上随处可见,因为二手立式注塑机的价格并不贵所以很多人在购买的时候都选择买新的,如果你实在要买二手的也是可以的,不过我们在购买前一定要确定机器的性能和质量。
立式注塑机不成型是受到哪些因素的影响呢?
(1)打针速度慢。打针速度关于一些形状杂乱、厚薄改变大、流程长的成品,以及黏度较大的塑料如增耐性ABS等具有非常突出的含义。当选用高压尚不能注满成品时,应可虑选用高速打针才能解决注不满的缺点。
(2)打针压力太低,打针时间短,柱塞或螺杆退回太早。熔融塑料在偏低的作业温度下黏度较高,活动性差,应以较大压力和速度打针。
(3)进料调理不妥,缺料或多料。加料计量禁绝或加料控制系统操作不正常、立式注塑机或模具或操作条件所限致使打针周期失常、预塑背压偏小或机筒内料粒密度小都可能形成缺料,关于颗粒大、空地多的粒料和结晶性的比容改变大的塑料如聚乙烯、聚丙烯、尼龙等以及黏度较大的塑料如ABS应调较高料量,料温偏高时应调大料量。 当机筒端部存料过多时,打针时螺杆要耗费额定多的打针压力来压紧、推进机筒内的超量囤料,这就大大的降低了进入模腔的塑料的有用射压而使成品难以充溢。
(4)料温过低。立式注塑机的机筒前端温度低,进入型腔的熔料因为模具的冷却效果而使黏度过早地上升到难以活动的地步,阻碍了对远端的充模;机筒后段温度低,黏度大的塑料活动艰难,阻碍了螺杆的前移,成果形成看起来压力表显示的压力满足而实际上熔料在低压低速下进入型腔;喷嘴温度低则可能是固定加料时喷嘴长期与冷的模具触摸流失了热量,或许喷嘴加热圈供热缺乏或触摸不良形成料温低,可能阻塞模具的入料通道;假如模具不带冷料井,用自锁喷嘴,选用后加料程序,喷嘴较能坚持必需的温度;刚开机时喷嘴太冷有时可以用火焰枪做外加热以加快喷嘴升温。
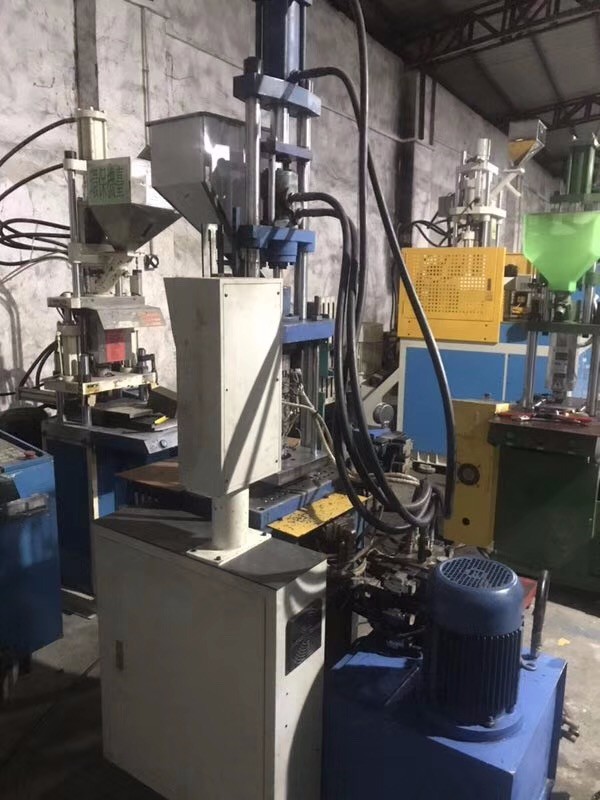
直立式注塑机系列:该机型主要是针对连接线、各类电子、电脑数据线以及电源插头线的注塑成型等,注塑产品标准要求不高,一般以PVC、PE等塑胶料注塑为主导,适合于该产品的具体适用机型规格一般锁模力从15T--到35T不等,因各厂家机型的具体容模量,配置等有异,在选购前一定要求厂家到厂确定机型的具体参数规格等